Beaver-620

Предназначен для четырехсторонней плоскостной и профильной обработки заготовок за один проход с целью получения изделий точной геометрической формы. Профильные работы могут выполняться боковыми, верхним и нижним шпинделями.
Область применения:
Предприятия и цеха по производству столярно-строительных изделий, клееного бруса и щита, производству погонажных изделий, деталей для стандартного домостроения и другие деревообрабатывающие производства.
Схема обработки:


Получаемые изделия:
|
|
|
|
|




Конструктивные особенности:
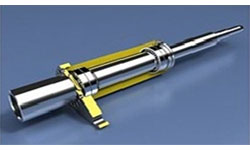
| Шпиндели | |
|
Высокоточные, динамически сбалансированные шпиндели, прошедшие прецизионную обработку и контроль позволяют достигать безупречного качества строгания с точностью до 0,01 мм. Для изготовления шпинделей использована сталь, прошедшая обработку закалкой, что улучшило прочность шпинделя. Перед установкой на четырехсторонние деревообрабатывающие станки все шпиндели проходят предварительную обкатку. Стандартная частота вращения шпинделя 6000 об/мин. |
Шпиндели собраны с применением высокоточных подшипников известной фирмы SKF (Европа) и не требуют смазки в процессе эксплуатации. |

| Станина | |
|
Комбинированная станина. Самый современный тип станины (сварная коробчатой формы с отдельными литыми элементами: шпиндельный агрегат, подающий и рабочие столы, подмоторные площадки, кожух стружкоотсоса). Станина проходит специальную термическую обработку (отжиг) для достижения максимальной жесткости и устойчивости. |
Подающий и рабочий столы прошли специальную термическую обработку для достижения максимальной прочности и покрыты толстым слоем твердого хрома (0.3 мм) для достижения повышенной износоустойчивости. Полированная поверхность стола уменьшает трение заготовки о стол и снижает усилие на привод подачи. |

| Наладка и обслуживание станка | ||
|
Настройка всех шпинделей легко и удобно производится с передней панели станка, не открывая защитного ограждения. Отсчет размеров настройки производится по цифровым индикаторам с точностью 0,01 мм. |
Настройка боковой направляющей линейки и подающего стола легко производится посредством рычагов быстрой настройки с надежной фиксацией рукоятками зажима. |
Дополнительная панель управления, установленная на передней части станины, необходима для быстрой и удобной работы в режиме настройки станка. Обеспечивает удобство обслуживания и сокращает время переналадки. |



|
Централизованная система смазки позволяет дистанционно осуществлять смазку узлов станка с помощью ручного насоса. При этом снижается время, затрачиваемое на обслуживание станка. Имеется отдельная система подачи смазки на рабочий стол, что исключает налипание смолы на столе и значительно снижает усилие на механизм подачи. |
Эргономичная панель пульта управления разработана с учетом мировых тенденции в станкостроении для максимальной защиты и удобства управления станком. |
Возможность установки на первый шпиндель пазовой фрезы и специальная линейка позволяет формировать на заготовки сразу две базовых поверхности, что значительно повышает точность и качество обработки. |
|
|
|
|
||





| Система подачи | ||
|
Вариатор с удобной шкалой индикации позволяет оператору быстро, без открытия защитного ограждения, осуществлять бесступенчатую регулировку скорости подачи в зависимости от обрабатываемых заготовок и заданной производительности станка. |
Приводные верхние рифленые ролики на входе позволяют обрабатывать массивные заготовки, обеспечивая высокоточную и надежную подачу заготовок. |
На выходе заготовку протаскивают полиуретановые ролики, не позволяющие повредить заготовку, и нижние приводные, гладкие ролики. Обеспечивается высокое качество обработанной поверхности. |



|
Редукторная система привода подающих спаренных роликов через карданные валы обеспечивает надежную передачу крутящего момента на верхние и нижние ролики. Усиленные безлюфтовые редукторы обеспечивают мощную и стабильную подачу заготовок. |
Три независимых пневматических регулятора, управляющие прижимом трех независимых групп подающих роликов, обеспечивают безупречное позиционирование заготовки в процессе обработки в каждой зоне. Настройка усилия прижима каждой группы прижимных роликов производится быстро и удобно с центрального пульта управления, при этом нет необходимости открывать защитное ограждение. |
Прижим подающих роликов к заготовке осуществляется с помощью пневмоцилиндров, обеспечивающих стабильное и равномерное усилие прижима для плавной и надежной подачи заготовок, что обеспечивает высокую точность и чистоту обработки. |



|
Боковой прижим, установленный напротив правого вертикального шпинделя с пневматической регулировкой. Надежно прижимает заготовку, исключая любые смещения в процессе обработки. |
Специально разработанный механизм подачи коротких заготовок позволяет обрабатывать заготовки длинной от 180 мм при подачи торец в торец, и от 250 мм при подачи одной заготовки. |


Tехнические характеристики четырехстороннего станка Beaver 620
| Количество шпинделей, шт | 6 |
| Размеры обрабатываемых заготовок, мм: - ширина - толщина - длина наименьшая |
20-200 8-120 250 |
| Скорость подачи (бесступенчатая), м/мин | 6-24 |
| Диаметры шпинделей, мм | 40 |
| Диаметр фрез наружный, мм - первого нижнего шпинделя - правого и левого шпинделей - первого верхнего шпинделя - второго верхнего шпинделя - второго нижнего шпинделя |
110...145 110...180 110...180 110...180 110...180 |
| Частота вращения шпинделей, об/мин | 6000 |
| Мощность двигателей, кВт - первого нижнего шпинделя - правого шпинделя - левого шпинделей - первого верхнего шпинделя - второго верхнего шпинделя - второго нижнего шпинделя |
5,5 5,5 5,5 7,5 7,5 7,5 |
| Мощность двигателя подачи, кВт | 4 |
| Мощность двигателя подъема траверсы, кВт | 1,1 |
| Общая установленная мощность, кВт | 44,1 |
| Диаметр патрубков стружкоприемников, мм | 130 |
| Габаритные размеры (длина*ширина*высота) мм: | 4308*1620*1700 |
| Масса, кг | 4100 |